


金華洲產品分類
Product Categories




")
聯系金華洲

深圳市金華洲模具鋼材有限公司
全國咨詢熱線:400-788-5859
電話:0755-27467134
地址:深圳市寶安區沙井新二莊村路41號金塘工業區B棟1樓




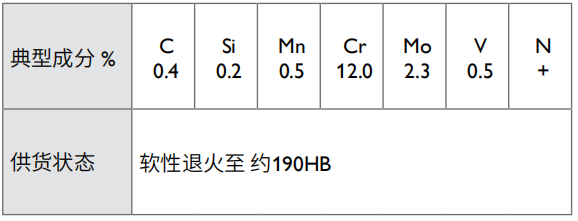
Tyrax ESR是一種優質高硬度和耐腐蝕的塑料模具鋼。它具有極高的延展性/韌性,表面易于拋光至最高光潔度。該鋼種適用于通常含有玻纖增強填充劑和腐蝕性添加劑(如阻燃劑)的高性能塑料成型。它也非常適用于對表面光潔度要求甚高的鏡頭注塑模具。
Tyrax ESR是一種優質高硬度和耐腐蝕的塑料模具鋼,具有以下特性:
1、良好的耐腐蝕性
2、優異的拋光性
3、良好的耐磨性
4、良好的機加工性能
5、高硬度55-58HRC,以抵抗壓痕
6、優異的延展性和韌性
7、在熱處理和服役過程中有良好的尺寸穩定性
8、均勻的微觀組織和細小的晶粒
9、良好的淬透性
Tyrax ESR以硬度約190HB的軟退火狀態交貨。Tyrax ESR采用電渣重熔(ESR)技術來生產,雜質含量極低。
成分設計
應用
Tyrax ESR適用于從事長期生產的模具、增強塑料模具和壓縮成型模具,也適用于塑化螺桿等工程應用。Tyrax ESR適合在腐蝕性條件下使用,比如在潮濕條件下工作/儲存的模具,或適用于腐蝕性塑料生產的模具。Tyrax ESR的高韌性/延展性使其適用于復雜的模具。Tyrax ESR也適用于有高鏡面需求的應用。
1、含有玻纖填充劑與腐蝕性添加劑的高性能塑料
2、PVC等腐蝕性塑料
3、高表面光潔度,比如用于生產光學部件
性能
物理性能
室溫下和高溫下的數據
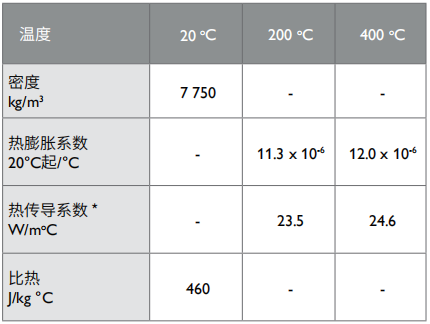
*熱傳導系數測量十分困難,離散度(誤差)高達±15%
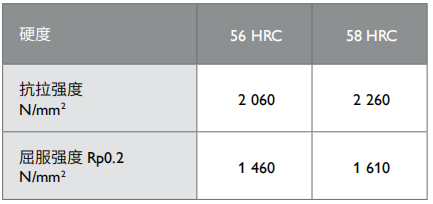
在室溫下的抗拉強度
拉伸強度為近似估值。測試試樣在1050oC~1080oC進行淬火,真空爐氣淬,然后在530oC溫度下回火兩次,每次兩小時,獲得要求的硬度。所有樣品取自尺寸為254x102mm的原材料。
抗壓強度
壓縮強度估值如下表所示。在1050oC溫度下對試樣進行淬火,再經真空爐氣淬,然后在525oC溫度下回火兩次,每次兩小時,獲得所要求的硬度。

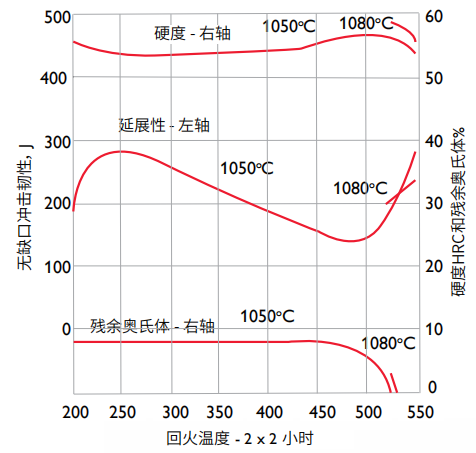
沖擊韌性
與其他W.-Nr.1.2083/AISI420型不銹工模具鋼相比Tyrax ESR具備更高的韌性/延展性。
從鍛件中心選取試樣,室溫條件下在試樣的短橫(S-T)方向進行沖擊強度實驗,測試結果如下:
原材料尺寸:250x80mm
沖擊樣品尺寸:7x10x55mm無缺口
分別在1050°C和1080°C溫度下淬火30分鐘。
在真空爐中淬火,回火兩次,每次兩小時。
回火溫度對無切口沖擊韌性的影響
所有測試均在室溫下進行
耐腐蝕性
在低溫回火并進行鏡面拋光條件下,Tyrax ESR表現出最佳的耐腐蝕性。Tyrax ESR可抵抗來自水、水蒸氣、弱有機酸、硝酸鹽、碳酸鹽和其他鹽類稀溶液的腐蝕。
在潮濕的工作和儲存條件下,以及正常生產條件下模塑腐蝕性塑料時,Tyrax ESR制成的模具均展現出良好的抗銹蝕和抗污染性。
熱處理
軟化退火
在保護狀態下,加熱至860℃均溫后,于爐中以10℃/小時的速度冷卻至650℃,然后置于空氣中冷卻。
去應力回火
粗加工后,必須加熱至650℃均溫2小時,隨爐緩慢冷卻至500℃,然后置于空氣中冷卻。
淬火和淬透性
預熱溫度600–850℃。推薦的奧氏體化溫度:1050-1080℃,保溫30分鐘。
淬火介質
1、足夠正壓的真空氣冷
2、在250-550℃下的流化床或鹽浴爐中淬火,然后再鼓風冷卻
3、高速氣體/循環氣氛
為使模具獲得最佳性能,在模具的變形程度可接受的條件下,冷速越快越好。
在真空爐中熱處理時推薦淬火氣壓不低于4-5bar。模具冷卻至50-70℃應立即回火。
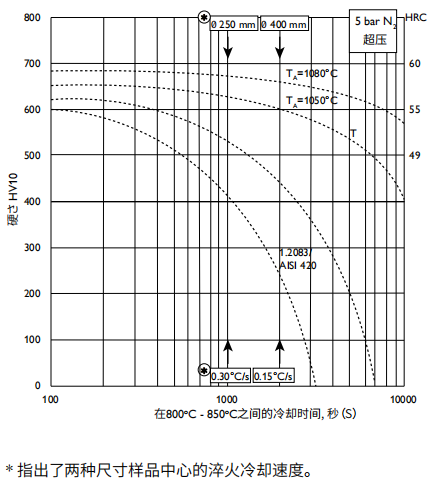
Tyrax ESR具有比W.-Nr.1.2083/AISI420類型材料更好的淬透性,即使在大尺寸模具的中心也能獲得高硬度。非常好的淬透性也會對其他性能產生決定性影響,如韌性和耐腐蝕性。
淬火冷卻速度對硬度的影響
分別在1050°C-1080°C淬火。
回火
根據下圖所示的回火曲線,回火溫度應根據目標硬度選擇合適的回火溫度。
兩次回火,每次回火后冷卻至室溫,最低回火溫度為200℃,每次回火保溫時間2小時。
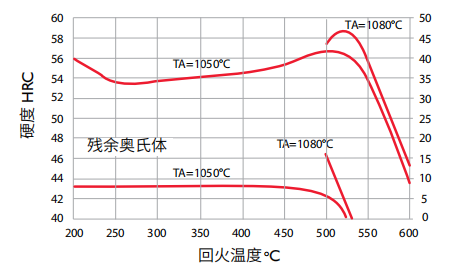
回火曲線是在對15x15x40mm大小的樣品進行真空氣淬熱處理后獲得的。
注意:在200℃-250℃回火可獲得韌性、硬度及耐腐蝕性的最佳組合。然而,對于復雜的模具設計,建議采用高溫回火(不低于525°C),以將殘余應力和殘余奧氏體降至最低。
在1080°C淬火和530°C回火可獲得達58HRC的硬度,仍然具有良好的延展性。
特殊情況下,可以采用1100°C的淬火溫度,回火溫度為525-530°C時硬度可提高至60HRC,僅在韌性次要時才采用1100°C淬火。
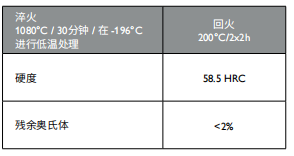
Tyrax ESR也可以在AISI420的常用硬度52HRC下使用,采用1020°C作為淬火溫度并在250°C兩次回火,每次回火保溫2小時,殘余奧氏體量<2%。
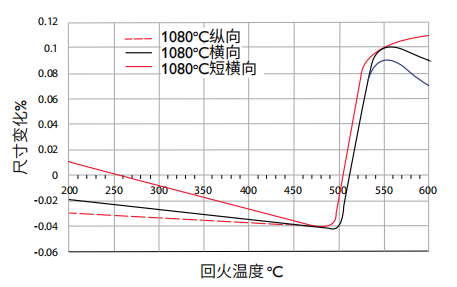
尺寸變化
材料在淬火和回火后尺寸變化如下圖所示。
奧氏體化:1080℃/30分鐘,在800℃-500℃之間以0.64℃/秒的速度在真空爐中冷卻。
回火:在各個回火溫度回火兩次,每次保溫2小時。
樣品尺寸:100x40x20mm
對于Tyrax ESR,建議加工余量為0.15%
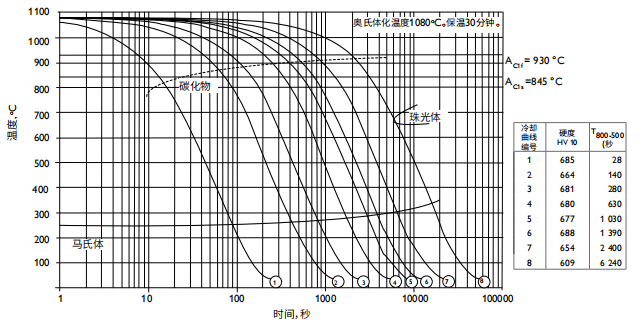
CCT-曲線
奧氏體化溫度1080oC。保溫30分鐘。
深冷處理
對于在熱處理后對尺寸穩定性有高要求的模具,可在溫度為(-120℃-196℃)的液氮中進行深冷處理,深冷處理應在回火前進行。但是,復雜形狀的模具存在開裂風險,應避免深冷處理。因為深冷處理使殘余奧氏體得到消除或含量極低,硬度和耐磨損性能相應增加,所以低溫回火前的深冷處理尤其有意義。與在525℃或更高溫度下進行回火相比,200℃至480℃低溫回火可進一步增強耐腐蝕性。
機加工推薦
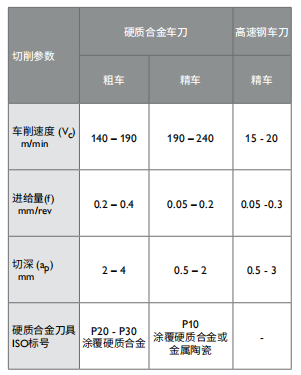
以下機加工參數僅作為加工指南,必須隨實際加工條件做相應調整。
下表中的機加工參數對于Tyrax ESR僅在約190HB的軟退火態硬度下有效。
車床加工
鉆孔
高速鋼麻花鉆頭
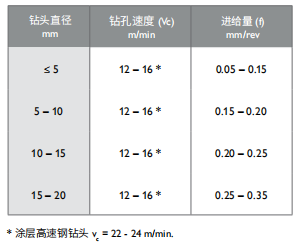
硬質合金鉆頭
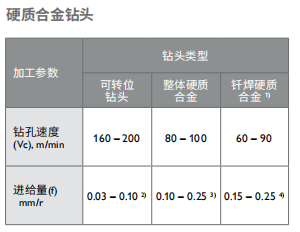
1)可替換式或釬焊硬質合金鉆頭
2)鉆孔直徑為20–40mm的進給速度
3)鉆孔直徑為5–20mm的進給速度
4)鉆孔直徑為10–20mm的進給速度
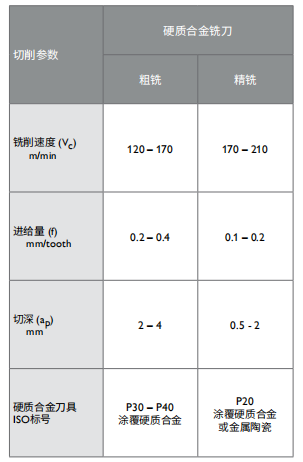
銑床加工
面銑和指教臺階銑
端銑
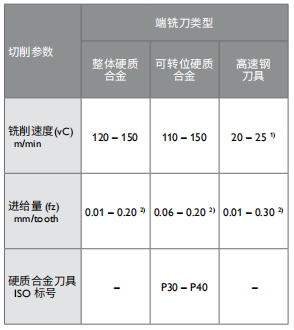
1)涂覆的高速鋼端銑刀vc35-40m/min
2)根據切削的徑向厚度和刀具直徑調整
磨削加工
一般砂輪建議如下。更多詳情可參見工模具鋼的磨削手冊。

拋光
Tyrax ESR在淬火和回火條件下具有出色的拋光性。它可以在很短的步驟內拋光到最高水平的表面光潔度。
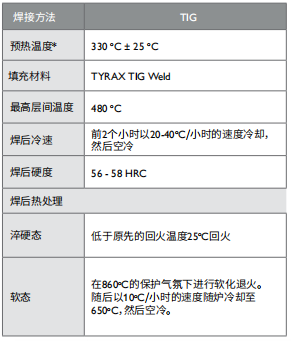
焊接
模具鋼焊接后一般容易發生開裂。但是如能注意一些細節,在焊前、焊接過程中和焊后采取正確的預防措施,為了獲得好的焊接效果,正確的坡口處理、焊前預熱、焊接層間溫度、焊后熱處理及焊條的選擇都是非常關鍵的因素。
為了獲得最佳的拋光機及皮紋效果,推薦使用與模具鋼具有相同成分的焊材。
![]()
| 18年專業致力于模具鋼材行業經驗,公司實力雄厚 ◆18年專注銷售進口、國產優質模具鋼材,年銷售額超過8千萬 ◆擁有40多臺大小型鋸床,二十多臺銑磨等先進加工設備 ◆與國內外多家知名品牌模具鋼材生產廠家建立了長期穩定的合作關系 如:東北特鋼集團、攀鋼集團、瑞典一勝百、德國撒斯特、日本大同、日本日立等 |
 |
 |
嚴格的質量管理體系,品質保證 ◆嚴格的質量監控系統:通過其嚴格的進貨標準及先進的品質監測機制如超聲波探傷、拉力測試、硬度測試等等,保證模具鋼材的高品質 ◆原鋼廠鋼材正品保證,拒絕裂痕,夾雜,沙孔,麻點,疏松,拋光容易出現料紋,拋光度不達標等問題 |
| 高性價比,交貨周期快 ◆高性價比,交貨周期快專業致力于打造高性價比的模具鋼材,是模具廠商的最佳合作伙伴,產品資源豐富,規格齊全,品質穩定,價格最優,交貨周期快 ◆精選撫順優質特鋼,高品質,價格低,為您節約開模成本 |
 |
 |
提供專業的模具鋼材技術支持 ◆金華洲擁有一支專業的模具鋼材研發團隊,為您提供技術難題解決,提供您的綜合競爭力 |
| 完善的物流體系和貼心的售后服務 ◆專業的送貨團隊和物流配送系統,更方便更快捷 ◆為您提供加工、送貨一站式服務,免除您的后顧之憂 ◆擁有專業的客服團隊,一對一為您提供體貼心服務 |
 |
![]()
深圳市金華洲模具鋼材有限公司
全國咨詢熱線:400-788-5859 13823195623
電話:0755-27467134
QQ客服:121781971
地址:深圳市寶安區沙井新二莊村路41號金塘工業區B棟1樓
| * 聯系人: | 請填寫您的真實姓名 |
| * 手機號碼: | 請填寫您的聯系電話 |
| 電子郵件: | |
| * 采購意向描述: | |
| 請填寫采購的產品規格、數量和產品描述,方便我們進行統一備貨。 | |
| 驗證碼: | 看不清?! |
相關資訊
| 我要評論: | |
| 內 容: |
(內容最多500個漢字,1000個字符) |
| 驗證碼: | 看不清?! |


共有-條評論【我要評論】